

Even the name is confusing. Knife steel. Butcher’s steel. Honing rod. Sharpening steel. Do they remove metal or just “re-align” the edge? What does “re-align” mean? Are “honing” and “sharpening” different things? Scanning through opinions found on the internet will leave you more confused than enlightened. This series examines what actually happens at microscopic scale.
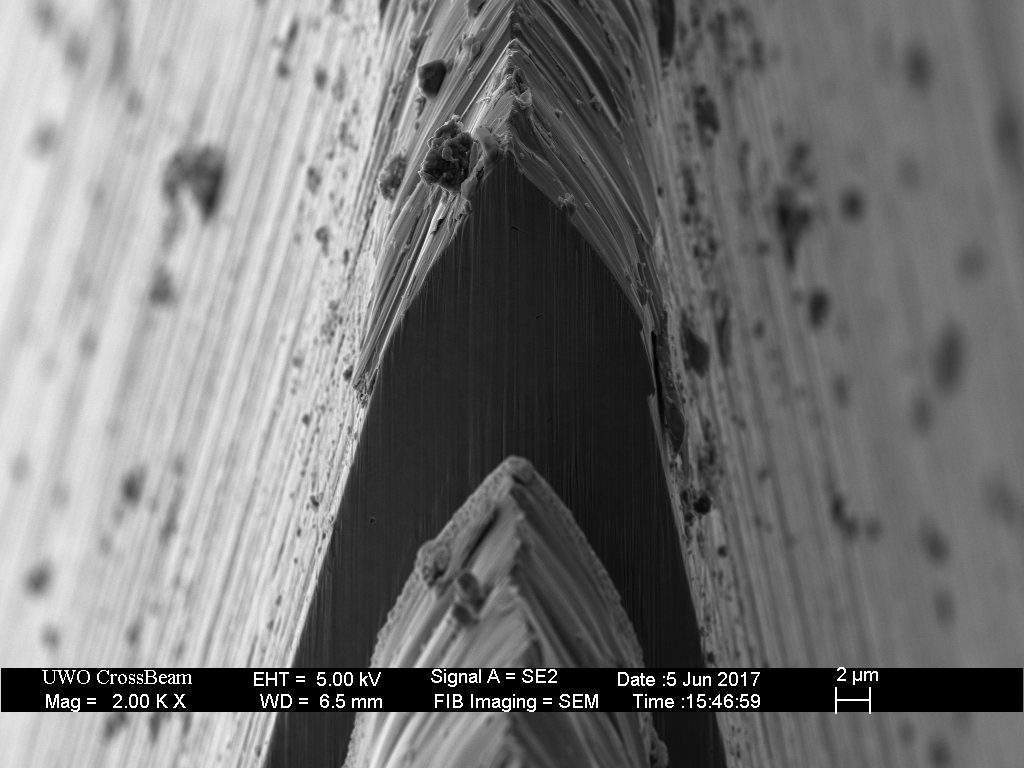
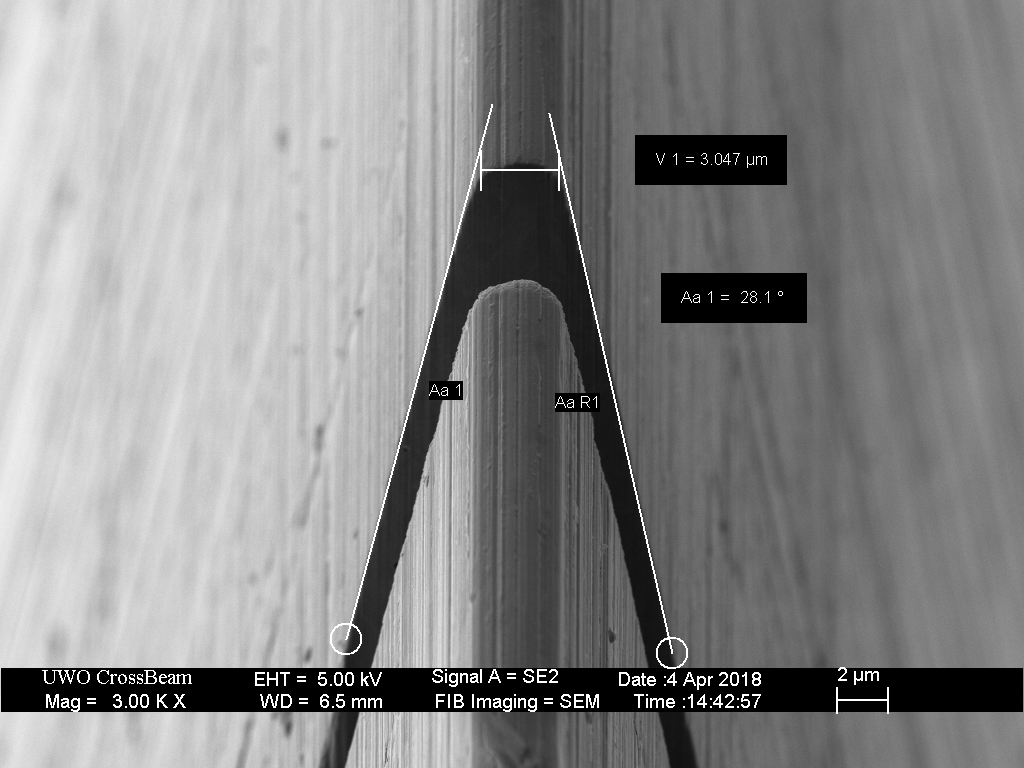
It is a common misconception that steeling does not remove metal, but simply “re-aligns the edge.” I have shown that re-alignment is one of the four results of stropping in What Does Stropping Do? However, in my experience this type of re-alignment rarely occurs. In the vast majority of cases, the steel near the apex is too damaged to be straightened, and instead simply breaks away rather than realign. Secondly, with typical use in slicing applications, blades usually become “dull” through abrasion (including micro-chipping) or blunting and thickening of the apex, rather than by rolling (or “major deflection”) of the edge. Rolling-like deflection can occur in a limited number of cases; for example by cutting into the non-abrasive lip of a glass. More commonly, cutting non-abrasive materials produces a blunted, mushroom-shaped apex, as shown in the image below.

One of the first articles I wrote on this blog was to define the terms “sharp” and “keen” as they relate to sharpening/honing/stropping blades. In this series of articles, I will demonstrate the effect of steeling with the various types of honing rods, and show that steeling improves keenness by removing metal. In simple terms, steeling primarily produces a micro-bevel. To be consistent with these definitions, steeling does not sharpen the blade – if we accept that sharpening requires thinning the blade by grinding the bevel. For example, we may choose to sharpen a knife at 30 degrees (15 degrees per side) creating a millimeter wide bevel and then maintain the cutting ability of the knife by steeling at 20 degrees per side (40 degrees inclusive) to form a micro-bevel.
For this study I primarily use Olfa carbon steel cutting blades and dull them with a few cutting passes into the edge of sharpening stone. This produces a blunt apex with minimal damage to the underlying steel.
When “steeling” the edge, I use the traditional edge-leading, heel to tip slicing motion with light force applied at an angle slightly higher than that of the existing bevel. A range of honing rods are compared; a traditional ribbed steel (Wustof), a smooth ceramic rod, a smooth/polished “butcher’s” steel (Victorinox), a tungsten carbide sharpener (Chestnut tools Universal Sharpener), the Spyderco Sharpmaker (204MF) and a diamond-embedded rod. In part 1 of this study, I will demonstrate that steeling improves keenness through metal removal rather than “re-alignment of the edge.”
Ribbed Steel
The set of images below demonstrate that the traditional ribbed knife steel does not “re-align” a “rolled” or deflected apex. The rod simply produces a micro-bevel. In the first image, the profile of the “factory” edge of the blade is shown and in the second image, the same blade after “rolling the edge.”
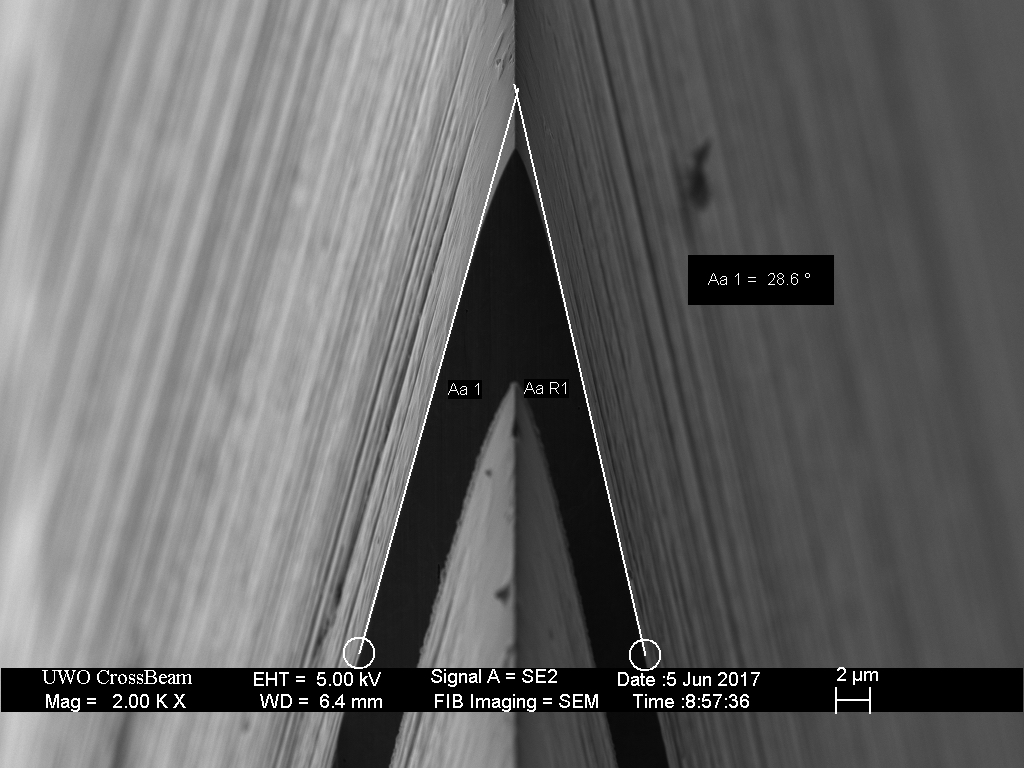

The blade was then steeled in the traditional fashion, edge leading at an angle of approximately 30 degrees. The blade was imaged, confirming that keenness had been restored to the apex and revealing that this was achieved by removal of steel; creating a new micro-bevel. There is some evidence of softened metal being redistributed; however, a micro-bevel is unquestionably formed through metal removal.


Ceramic Rod
Unlike the traditional metal butcher’s steel, it is undeniable that a ceramic honing rod removes metal, since the black steel swarf is visible on the white surface after use. In the following example, the blade was dulled by cutting into an abrasive stone, leaving a cleanly blunted apex. Honing with the ceramic rod is also observed to produce a micro-bevel with a keen apex.

In the SWARF! article, it was shown that traditional hones remove metal by cutting furrows into the metal of the blade producing curled metal chips – microscopic versions of the chips found in any metal fabrication shop. This type of metal removal is generally termed abrasive wear and occurs when a hard, sharp abrasive cuts into a softer metal surface.
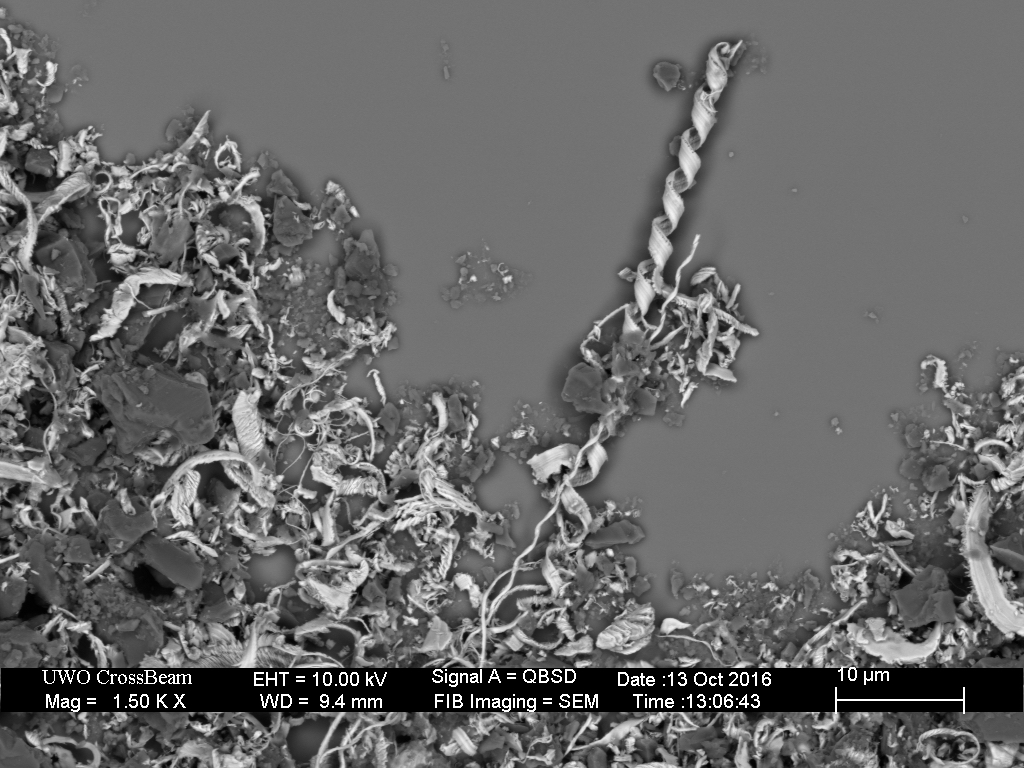
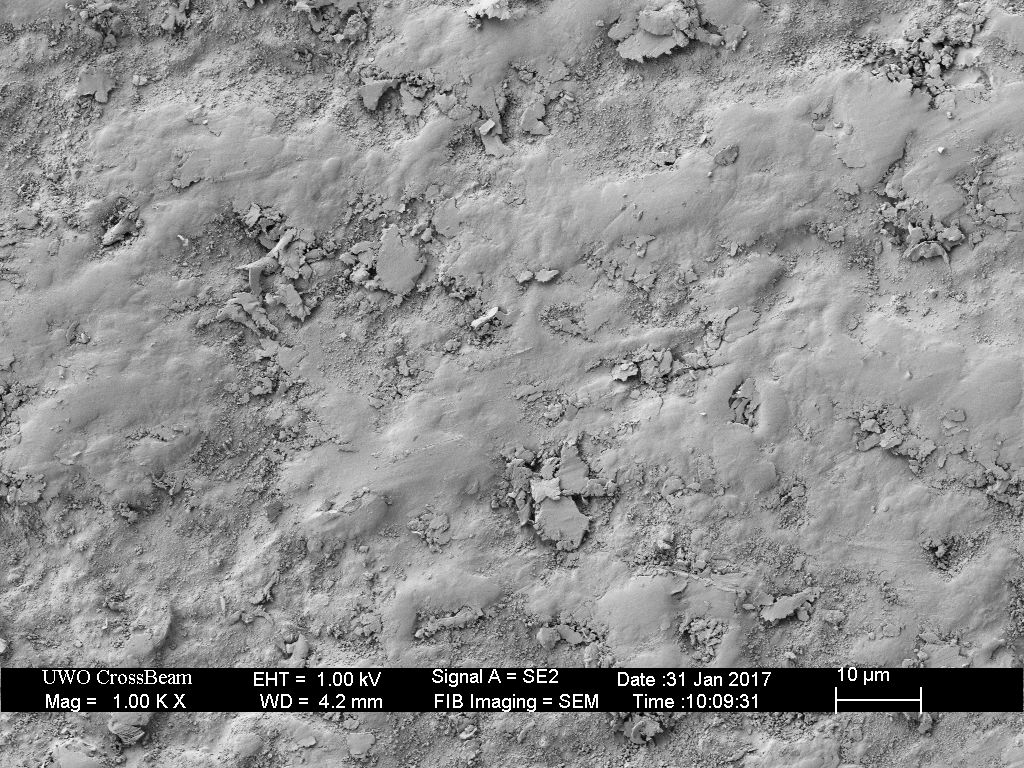
Traditional honing rods do not have sharp protrusions, and the metal swarf found on the surface is observed as flattened or smeared patches of metal. This type of metal removal (or transfer) is generally termed adhesive wear. Adhesive wear occurs at points of very high pressure that occur when the contact area is very small.
Ceramic “steels” have become common and are often preferred to traditional ribbed knife steel. Although these ceramics are composed of micro-sized sintered grains, the surfaces are relatively smooth and do not display a “grit-like” texture. These rods appear to remove metal predominantly via adhesive wear rather than abrasive wear (grinding).


It is commonly suggested that honing rods are “only effective for simple and soft steel” blades. In the following example, steeling a high hardness vanadium steel blade (Buck, S30V) is shown to produce a microbevel in same manner as observed in the carbon steel Olfa blade. In this case, the knife was freehand sharpened at about 30 degrees (inclusive) and used as an every day carry for routine tasks until it was in need of sharpening. The first two images, below, show that the blade deteriorated by both blunting and chipping and also some slight deflection occurred in one area. It is noteworthy that the deflection occurs at a much larger length scale and independent of the blunting.


The knife was “steeled” with edge leading strokes in a slicing motion at about 25 degrees on the ceramic rod. The image below shows that, once again, steel has been remove to form a microbevel with a relatively keen apex. Note that this image is taken with the same magnification (scale) as the mushroomed apex image.

Polished (Smooth) Steel Rod
Abrasive wear typically requires ‘sharp’ grit-like features to scratch or cut into the steel, while adhesive wear does not. Instead, adhesive wear occurs when the local pressure at a relatively smooth “bump” is very high. Pressure is defined by the applied force divided by the contact area. As a result, when the contact area is microscopically small, the local pressure will be extremely large. When steeling a dull knife, at an angle higher than that of the existing bevel, the contact area is microscopically small since contact occurs only along the width of the newly formed micro-bevel. While this bevel is less than a few microns wide, the local pressure (even with light applied force) will be sufficiently high to enable adhesive wear to occur.
In the example below, the Olfa blade was dulled by cutting into an abrasive stone, and then steeled with a smooth, polished steel rod (Victorinox Honing Steel – round smooth polish). Once again, a obvious micro-bevel has been formed through metal removal.

….to continued in part 2….

64 responses to “What Does Steeling Do? Part 1”
Cool! I’d never have guessed that steeling removes material. I always thought it just caused plastic deformation on the edge.
LikeLike
Another interesting entry. One suggestion – use a bit more quantitative description of the pressures you’re using. I never would have expected that a steel actually removed
much material.
LikeLike
The pressure is enormous, but only because the contact area is small. The applied force, however, is just enough to make contact. I work with these blades loose, holding the end between my thumb and forefinger, so there is really no way to apply much lateral force.
LikeLiked by 1 person
Very interesting. I was definitely one of the ones who thought the steels just realigned. As I look at these pics, I don’t know if I can really tell a difference between the ribbed steel, ceramic rod and the polished steel. Is there one that makes for a better edge as far as use goes?
LikeLike
That’s an important question, and I plan to discuss that in detail in part 3. The key point is that the nano-scale keenness and structure of the apex primarily determines the cutting efficacy.
LikeLike
For daily kitchen knife maintenance I’ve personally tried a ribbed steel, a ceramic rod and a leather strop. I found the ribbed steel to be the most agressive and damaging to the knife, producing a very irregular and agressive edge. The leather strop loaded with CrOx had limited effect and was nor really able to restore cutting efficiency (as confirmed by the Dulling on Glass article). In the end the ceramic rod seemed to be a good compromise. I don’t have a smooth polished steel or a diamond-embedded steel to try so I’d be very interested to have some feedback on those for daily knife maintenance before going out and spending 80€ on one. After this article I think I’m more tempted by the smooth polished steel which seems to restore cutting performance and I hope without too much damage to the knife.
Looking forward to part 3.
LikeLiked by 1 person
Equipment Review: Honing Rods – America’s Test Kitchen
LikeLike
that is exactly what i am asking
which one of these is the best for 58 rockwell and below knives the ribbed wusthof steel that you tested, or the polished steel. Is there one that makes for a better edge as far as use goes?
LikeLike
Awesome stuff as usual. I’ve been waiting for this for months. I knew the imaging would show more than just aligning an edge. I see you focussed on edge leading strokes, any input on the extract same thing but with edge trailing? I’ve always assumed steeling and stropping should be done in the same method, but everyone always says edge leading only for ribbed steels, but in practice I have found 5 or 6 very firm & slow edge trailing strokes, per side, works best in practice for kitchen knives for draw cutting.
LikeLike
I haven’t looked at edge trailing in detail, other than to confirm that it doesn’t straighten a rolled edge, or observably change the micro-bevel. The cleanliness of the apex does seem to be affected, and I’m not surprised that you observe a more aggressive draw cutting performance with edge-trailing strokes.
LikeLike
Like Andr3w I have also assumed that edge trailing strokes should be used on a steel/honing rod rather than edge leading, especially with a smooth polished steel – mainly under the assumption that it would be more effective at realigning the edge or burnishing the microbevel. In the light of this article which shows that even with a smooth polished steel there is metal removal I would assume that edge trailing strokes would still be preferred as they would produce a keener microbevel in a similar fashion to edge trailing strokes as the final step on a polishing stone.
You say you’re not surprised at the observation that more aggressive draw cutting performance is achieved with edge-trailing strokes, but why? Do edge trailing strokes produce a foil burr due to burnishing? Does this burr chip off to give an irregular agressive draw cutting edge? Which of edge-trailing or edge-leading produces the cleanest edge / best edge for a kitchen knife ?
Is there more metal removed with edge-leading and more burnishing with edge-trailing? That’s what I imagine anyway, especially after reading the article on card scrapers.
LikeLike
How many strokes did you take on each side of the steel before re photographing the edge?
LikeLike
Generally 10. I will expand on this in a later part of the series.
LikeLike
congratulation scienceofsharp. Again weldocumnentated news!
Den tor. 23. aug. 2018 kl. 00.03 skrev scienceofsharp :
> scienceofsharp posted: “Even the name is confusing. Knife steel. > Butcher’s steel. Honing rod. Sharpening steel. Do they remove metal or > just “re-align” the edge? What does “re-align” mean? Are “honing” and > “sharpening” different things? Scanning through opinions found on” >
LikeLike
Love reading your articles, great images and explanations. Never stop learning 😉
LikeLike
GREAT REPORT AS ALWAYS, I WILL LITE’N UP ON MY STEEL. OFF SUBJECT, I AM GOING TO USE YOUR METHOD FOR S RAZOR SHARPENING , TWO QUESTIONS: 1. ON LINEN PASTE STROP, DO YOU STROP WET OR DRY? HOW OFTEN DO YOU ADD PASTE( FRITZ). 2. ON LEATHER WITH DIAMOND SPRAY, DO YOU STROP WET OR DRY( DRY I THINK, SPRAY, LET DRY, RE SPRAY). BOTH ARE HANGING STROPS. ANY SUGGESTIONS ON HOW TO SET UP BLUE JEAN STROP IN ORDER FOR IT TO HANG? I REMAIN AN AVID SUPPORTER OF YOUR OUTSTANDING WORK. THANK YOU; ROB H
LikeLike
I always let the paste dry on the denim and then work it in with the shank of a screwdriver, but I prefer pastes that have a waxy base like Mother’s Mag polish, not so much the dry ones like Wenol. I probably get one or two thousand stropping laps out of a strip of denim – i’ll replace it when its black. The diamond spray on leather should also dry – these last a very long time, probably tens of thousands of laps.
The denim can be duct-taped to the bench, or make a loop by gluing with white glue and clamping it until it’s dry. I hang mine from the bottom of the pegboard.
LikeLike
As usual some PhD level stuff in here. I am curious about the hardness of blade materials versus yield strength as a predictor of edge holding ability. While only Hardness is marketed, yield strength seems to me much more important in holding a fine edge as the failure modes are both tension and compression related. The low yield strength of ceramics might be behind the chipping experienced while sharpening and use. Also high carbide blades seem inferior to simple HT alloy steel in their edge holding and their thickness is huge to compensate for their low yield strength. I do not doubt the huge advantage of high hardness ceramics in machining, but there is no sharp edge used there and most tools are designed for compression stress. Do you perhaps have any thoughts on this Hardness vs. Yield?
LikeLike
That’s a complex question. In general, hardness and yield strength are MACRO-scopic properties while “edge holding” is determined by MICRO-scopic properties. Although the macroscopic properties are determined by the microstructure, I’m not convinced that there is a simple correlation. On top of this, it is not obvious that the sharpened edge or near-apex metal has the same microscopic properties as the bulk of the steel. And further, there are several different mechanisms by which the edge is “lost.”
LikeLiked by 1 person
Is part two coming out soon?
LikeLike
There hasn’t been enough interest to motivate me to continue with this.
LikeLike
Noooo! I get excited every time I get any notification about any comment or post on this blog.
LikeLike
I too check back regularly looking for comments and I look forward to reading new articles. I am more interested in kitchen and utility knives than razors so I am particularly looking forward to more articles on steeling, knife sharpening and maintenance. I also hope you will do a comparison between different pull through knife sharpeners (parallel to the edge rather than edge leading or edge trailing).
LikeLiked by 1 person
I’m sorry to hear that. I just discovered your site and am reading through it with keen interest (ha!). I would love to read more of what you have learned about steel usage, and I hope someday you find the motivation it takes.
Best regards,
LikeLike
That is a shame.
I think this work is very enlightening, as it disproves the often repeated as fact that “honing steels don’t sharpen, they realign”.
If honing steel was seen as another metal removal method, I think interest would increase.
LikeLike
Any news on the series, Todd? This stuff is so cool! I’ve been re-reading the whole site for the last couple years or so and keep learning more.
LikeLike
Very good article. I would be interesting to see images after “honing” on glass!
LikeLike
[…] Part 1 of this series, I showed that, contrary to myth, honing rods (including smooth honing steels) restore cutting […]
LikeLike
Finally a valid source on the topic, thank you!
LikeLike
[…] plastic deformation rarely occurs. (To further complicate this picture, as I have shown in the What does Steeling Do? article, rubbing can also remove metal via adhesive […]
LikeLike
This is beautiful, thanks very much. I just had a discussion on the topic which ended very badly when I wouldn’t accept that steeling just ‘straightens’ the blade. Got me googling. Brought me here. Vindicated me. Lovely.
But I don’t quite understand the photos. What’s the big black ‘V’ in most of them? It looks like you’ve cut down into the blade. Or is it a photoshopped thing you’ve put on the pics to clearly show the profile?
LikeLike
The blades have been cut perpendicular to the edge (cross-sectioned) with a focused ion beam. This is really the only way to visualize the profile.
It amazes me that people can be so certain of ideas for which they have no evidence and how intransigent they can be when faced with irrefutable evidence that they are wrong.
LikeLike
ah, thank you. It looked like a cut but I couldn’t see what might make such a cut… I’m not familiar with this sophisticated apparatus you’re using here. Very wonderful stuff :).
Yes, people literally seem to love their ideas sometimes as though they were real things. In this particular case of mine I think I see a desire to claim status through ‘higher knowledge’ and thus bolster a very shaky and uncertain self esteem.
Not an unknown mechanism. Why they wouldn’t choose the iron walls of logic and reason and experimental proof as a bolster I don’t know… wouldn’t it be good if we could subject such phenomena to electronic microscopy etc…
LikeLike
What would a smooth tungsten carbide blank do to a knife edge?
LikeLike
With sufficient pressure, it will remove metal by adhesive wear.
LikeLike
On the subject of edge damage you show pictures of three types of edge damage. Deformation (folding or mushrooming), I presume would be representative of cutting food on a ceramic plate or glass board.
Abrasion might be representative of repeatedly cutting cardboard, or maybe cutting on a wooden board.
Chipping might happen hitting a bone in meat.
The chipped edge of your Buck S30V pocket knife is finally the most interesting because it shows that in daily use a knife suffers all sorts of damage and not just one.
An interesting development would be to compare the type of edge damage of cutting on different surfaces (edge grain wood / bamboo / plastic / rubber / glass).
LikeLike
In this article you demonstrate the effects of a ribbed steel, smooth polished steel, and a ceramic rod, but what about the effects of the tungsten carbide sharpener, the Spyderco Sharpmaker and a diamond-embedded rod that you eluded to in the beginning of the article ?
LikeLike
The diamond rod absolutely destroys the apex, these are only suitable for garden tools. The Sharpmaker is the same as the ceramic rod.
LikeLike
You show three ways the Buck S30V knife has deteriorated through use, and you note that the chipping happens on a very different length scale to the edge deflection and mushrooming (very evident in one of the images). After “steeling” on the ceramic rod we can see that a new microbevel is formed at the scale of the mushroomed edge, but what happens at the chipped portion of the blade? Was the chipped section improved significantly?
LikeLike
Yes, steeling is most effective on that “squared off” edge where there is only point contact and high pressure.
LikeLike
I started reading your blog and I couldn’t stop reading it !!! Great !!! I like science to demystify myths.
LikeLike
Well, that leaves me with an ample amount of crow to eat. I own a knife and tool sharpening business and have told many customers that steels do not remove metal, at least smooth steels. I have always suspected that ceramic and ribbed steels remove metal, but I was wrong about the method (adhesive wear vs. abrasive wear). I have to say whether steels remove metal or not is academic relative to the desired results, it is good to know when you’re wrong and how the process actually works. Thank you for your time on this project and sharing your insights. I’m slowly making my way through all the articles looking for information that will inform my own sharpening and better service my customers.
LikeLike
so for a knife between 55-58 rockwell a ribbed steel is not recommended for between sharpening maintianace ?
what are the alternatives ?
LikeLike
A smooth steel or a ceramic rod work just fine for that range of hardness.
LikeLike
okay, but would you recommend or not recommend the usage of a ribbed steel honing rod for a knife of 58 Rockwell?
LikeLike
I have the exact same honing rod shown in your picture the ribbed Wusthof honing rod
would you recommend or not recommend the usage of a ribbed steel honing rod for a knife of 58 Rockwell? in order to maintain it in between stone sharpening?
LikeLike
The only difference between a ribbed and a smooth rod is that the contact area on the ribbed rod is smaller and therefore it applies a greater pressure for a given force. There is a minimum/threshold amount of pressure required for a rod to remove steel by adhesive wear. As the micro-bevel gets wider, the pressure drops and therefore the ability to remove steel to form a new edge. You can also increase pressure by increasing the honing angle.
I suggest looking at the reflection of a bright light in the edge of the knife – when the reflection is visible, then a honing rod will be effective. I always start with a smooth rod and if that can’t remove the reflection from the edge then I would increase the honing angle up to about 30 degrees. When that fails, I would move to the grooved rod.
Once the grooved rod is unable to remove the reflection, it is time to “thin” the bevel on a stone.
Anecdotally, I hone our 61-62 Rc steak knives on a smooth rod as described, but take them to the stone when light (1-2 lbs force equivalent) pressure on the smooth rod fails to remove the reflected light.
LikeLike
The only difference between a ribbed and a smooth rod is that the contact area on the ribbed rod is smaller and therefore it applies a greater pressure for a given force. There is a minimum/threshold amount of pressure required for a rod to remove steel by adhesive wear. As the micro-bevel gets wider, the pressure drops and therefore the ability to remove steel to form a new edge. You can also increase pressure by increasing the honing angle.
I suggest looking at the reflection of a bright light in the edge of the knife – when the reflection is visible, then a honing rod will be effective. I always start with a smooth rod and if that can’t remove the reflection from the edge then I would increase the honing angle up to about 30 degrees. When that fails, I would move to the grooved rod.
Once the grooved rod is unable to remove the reflection, it is time to “thin” the bevel on a stone.
Anecdotally, I hone our 61-62 Rc steak knives on a smooth rod as described, but take them to the stone when light (1-2 lbs force equivalent) pressure on the smooth rod fails to remove the reflected light.
i do not have a smooth steel only a grooved wusthof rod do you recommend to get a smooth rod also ?
a dickoron micro ?
or the grooved steel can be used as the only rod in order to maintain an 58 rockwell HRC knife/ slicer in order to postpone the time between full stone sharpening’s ?
what is more optimal, thank you for the helpful answers!!!
LikeLike
Very interesting. Where was the SEM you were using and what model? Did you look at the elemental composition of the material being deformed? Any signs of preferential erosion due to the types or size of the carbides? And did you have to remove the handle of the buck to get it to conform to the space and vacuum requirements of the instrument? Again, very cool stuff.
LikeLike
Zeiss 1540XB. Yes, folding knives need to be disassembled – not just for space but also to facilitate the cleaning procedure. Typically the carbides are easily identified through image contrast alone, but of course I do confirm with elemental analysis as necessary.
LikeLike
I do not have smooth steel only a grooved Wusthof rod do you recommend getting a smooth rod also?
if so which one
or the grooved steel can be used as the only rod in order to maintain a 58 Rockwell HRC knife/ slicer in order to postpone the time between full stone sharpening?
what is more optimal, thank you for the helpful answers!!!
this is what I meant to ask IDK how to delete the previous question…
LikeLike
Millions of people happily use grooved rods on Wusthof knives. I used one for many years myself, but I was also sharpening at a much higher angle than I do now. If you want to try a smooth rod, ceramic ones are readily available for less than $20.
LikeLike
a member at the kitchen knife forums has told me that when asking about usage of such a grooved wusthof honing rod and he says this:
r0bz said:
so you do not recommend this honing rod ?
Amazon.com
this is what i have and i use what are the downsides of it ?
btw if you use a honing steel do you apply little force onto it or alot ?
banuser said:
“With pressure: you mill a new, coarse edge at a probably much higher angle on top of the old one without deburring it, so it’s life span will be very short. With little pressure you create a wire edge, a special case of a burr, on top of the old edge. Very sharp, until it comes into contact with the board and folds over the edge, which is instantly blunt like a butter knife, or breaks leaving a moonscape-like edge behind.”
https://www.kitchenknifeforums.com/threads/chinese-cleaver-questions.56533/post-867644
do you agree with what he says or based on your testing it is not true what he states …
thank you!!!
LikeLike
no.
LikeLike
by “no” do you mean that you disagree with him?
also, I have one more interesting question
why can’t a 58 HRC knife be only honed on a grooved steel rod and stay sharp forever and you eventually must return to the stones in order to sharpen?
have you seen their experiment?
http://www.bessex.com/forum/showthread.php?tid=368
LikeLike
Short summary;
Robz: Do you agree with him?
Todd: No.
Robz: By “no” do you mean you disagree with him?
*Collective forehead slap*
LikeLike
Another huge factor in steeling a chefs knife is that everyone does it wrong. You should strop it with edge trailing strokes, not edge leading.
LikeLike
I’ve looked at this in the past and found no evidence that the direction matters for steeling. Direction can affect burr formation, but steeling doesn’t typically form a burr.
LikeLike
Interesting. Actually I started getting deja vu, and I scrolled up and noticed I made the same comment in Aug 22/2018, haha
For me a have a rather unique hard ribbed carbon steel steel. And I use it on a very cheap low hardness stainless steel knife. So my anecdotal experience has been that edge trailing strops on the steel makes for a knife that can really bite into and slice a tomato skin, whereas edge leading stokes does not.
My guess would be that with my particular weird setup a little burnishing might happen that makes for some pseudo-micro-serrations that catches tomato skins well.
As always, love you’ve content and informative approach!
LikeLike
another question arises
which one of those rods the smooth steel or the grooved can maintain a knife sharp for longer?
also, why can’t a 58 HRC knife be only honed on a grooved steel rod or smooth and stay sharp forever and you eventually must return to the stones in order to sharpen?
LikeLike
I have just completed a test……Chicago Cutlery Steak Knives, soft steel, and the 2 knives were tested to begin with as to sharpness…..cross grain cut on mag. paper the full length of the blade and they were approx. equal in cutting ability.
20 light alternating passes on each blade. One with only the ceramic rod and the other on a slightly ribbed steel……..the steel won easily, FWIW.
LikeLike
I wonder if the less acute angle of a micro-bevel also reduces the chance of the edge chipping or ‘mushrooming’? How many times can the micro-bevel be restored for keeness before you would need to resharpen the blade for sharpness?
LikeLike
I keep marveling at all the insight given into the physics of sharpening and edge wear enabled by the access to an electron microscope, but there is something that Ive always wanted to do but haven’t done it due lack of equipment. Ever since I got the bug of sharpening I wanted to go beyond all sharpeners and conceived that the ultimate way to achieve that was two ways, electroetching with elecropolishing electrolytes and using special electrode arrangements and low currents or with Ion beam milling. You seem to have exactly the right equipment I have yearned to have access to and I have confirmed my suspicions that is the way to go, the edges of those FIB cuts are the sharpest thing Ive seen in any image of the site, so now I ask the question. Have you ever used it to sharpen an edge? and what is the smallest edge you have achieved with it?
LikeLike
I use the ion beam to make thin sections for Transmission Electron microscopy – these are typically 100nm thick or less and 5-10 microns wide. Certainly I can make an edge at the dimensions required for shaving, but only over a few tens of microns of blade length.
LikeLike